
热熔胶膜烫不化-热熔双面胶不熔化的原因及解决方案
使用热熔胶膜时经常会有朋友反映说胶膜不熔化、烫不化的情况,那么造成这种情况是什么原因呢?我们一起来看一下。
热熔胶膜不熔化的原因一:使用温度、压力、时间不够
热熔胶膜烫不化-热熔双面胶不熔化大部分都是由于使用温度不够高、使用压力不够或时间过短的问题。不同型号种类的热熔胶膜其熔点各有不同,有的熔点很低只有80℃左右,有的则很高,可以达到125℃,甚至还有145℃熔点的。那么我们使用的压烫设备的温度就要远高于产品的熔点才能使其充分熔化,例如80℃熔点的胶膜使用100℃左右的温度,125℃熔点左右的胶膜使用150℃,以此类推。

《热熔胶膜不熔化》海报
情况一:使用设备的温度参考的是产品熔点
很多小伙伴之所以说无法融化,很大可能性就是所参考的使用温度是产品的熔点,熔点80℃,设备温度也是80℃,这样就容易出现问题,因为设备的温度如果只是刚刚达到熔点这个数值,虽可以使胶膜熔化,但熔化的速度却是非常之慢的,所以出现产品烫不化的情况。可以参考产品手册中的使用温度数值,一般这个数值都会高过产品熔点的20-40℃左右,这样压烫时,就可以在很短的时间内使热熔双面胶膜充分熔化。

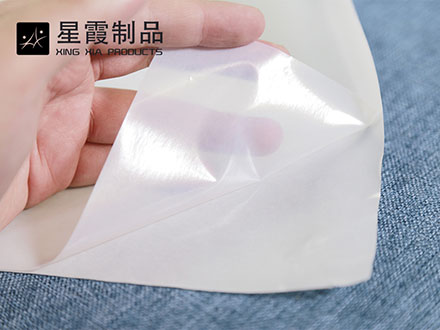
XJU120型号TPU热熔胶膜
情况二:使用电吹风或烘箱操作导致无法融化
使用电吹风和烘箱操作时,如果没有压力也是无法使其熔化的,特别是电吹风。因为胶膜是有一定厚度的,在没有压力的条件下直接加热,热量是很难穿透胶膜使其熔化的,即使表面温度远高于产品的熔点,但要想让热熔胶膜完全融化所需要的时间也是非常久的,而如果这个时候停留的时间还短那么就极易出现这种情况。解决的方案是:使用可以压烫的设备进行操作,如熨斗、平板压烫机、滚筒复合机等,因为这类设备在加热施压的双向作用下可以使胶膜快速熔化粘合。
情况三:较厚的材料导致无法融化
压烫时间过短或者材料较厚也是导致这类问题的情况之一。不同型号的产品手册中通常都会介绍到压烫时长,但这仅仅只作为参考,如果熨烫面的材料较厚,而依然使用参考数值的时间就很容易出现因热量不够而无法融化。解决方法是:应随着材料情况的不同而改变压烫时长,材料越厚、隔热效果越好的,压烫时间就应更久;相反的,材料较薄、隔热效果差的时间应更短。

HJU120型号TPU热熔胶膜
热熔胶膜不熔化的原因二:传统设备加温不够
再来容易造成胶膜无法熔化的原因是使用传统的油胶水胶复合机。因为油胶水胶复合机是专门针对油胶水胶而开发的,非热熔胶用途,而油胶水胶在使用时虽然也需要借助温度,但对具体的温度没那么敏感,这就造成了这类设备在设计之初时对温度的把控不那么严格。加之设备的复合的滚筒较大,热量从中心点传导到滚筒表层热损耗严重,很容易出现实际温度远低于仪表盘上温度的情况,可能仪表盘温度150℃但实际只有100℃,导致胶膜不熔化。解决方法是将设备温度再提升,使实际温度达到高于产品熔点20℃以上。
好了,以上就是关于热熔胶膜烫不化-热熔双面胶不熔化的问题分析及结局方案,如遇到产品粘接不牢的问题可参考阅读《热熔胶膜粘接不牢的原因分析及解决方案》一文。后期我会持续更新关于热熔胶膜和热熔胶网膜的相关行业知识,感谢大家的关注!同时有需要热熔胶膜样品朋友也可与我们联系,我们是热熔胶膜的源头生产厂家,提供出厂的批发价格,期待与您的合作。
 沪公网安备 31011702001326号
沪公网安备 31011702001326号